行业痛点:喷涂行业VOCs治理难题
喷涂行业是挥发性有机物(VOCs)排放的重点行业之一,主要来源于油漆、稀释剂、固化剂等有机溶剂的使用。若VOCs未经有效处理直接排放,不仅会污染大气环境,还可能对人体健康造成危害,并面临环保处罚。因此,高效、稳定、经济的VOCs治理技术成为喷涂企业的迫切需求。
博峰环保VOCs治理组合工艺:干式过滤+活性炭吸附+催化燃烧
针对喷涂行业VOCs排放特点,博峰环保采用**“干式过滤+活性炭吸附+催化燃烧”**组合工艺,确保非甲烷总烃(NMHC)去除率≥90%,满足《挥发性有机物无组织排放控制标准》(GB 37822-2019)等环保要求。
1. 干式过滤(预处理阶段)
- 作用:去除漆雾、颗粒物,防止后续设备堵塞。
- 技术方案:
- 采用多层迷宫式过滤棉,拦截大颗粒漆雾,过滤效率≥95%。
- 搭配高效袋式过滤器,进一步捕集细小颗粒物,确保废气洁净度。
- 维护要点:定期更换滤材,避免压差过高影响系统风量。
2. 活性炭吸附(浓缩阶段)
- 作用:吸附VOCs,降低后续催化燃烧能耗。
- 技术方案:
- 采用高碘值(≥800mg/g)蜂窝活性炭,吸附容量大,阻力低。
- 优化吸附床结构,确保气流分布均匀,提高吸附效率。
- 维护要点:
- 定期检测出口浓度,动态预测活性炭更换周期(通常6~12个月)。
- 采用双吸附床设计,实现连续运行,避免停产更换。
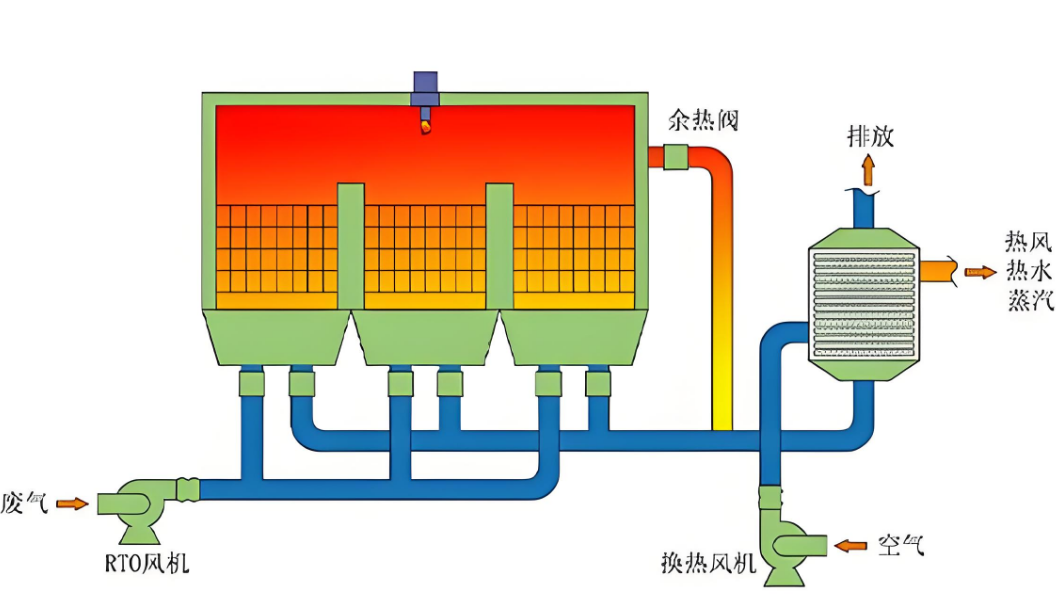
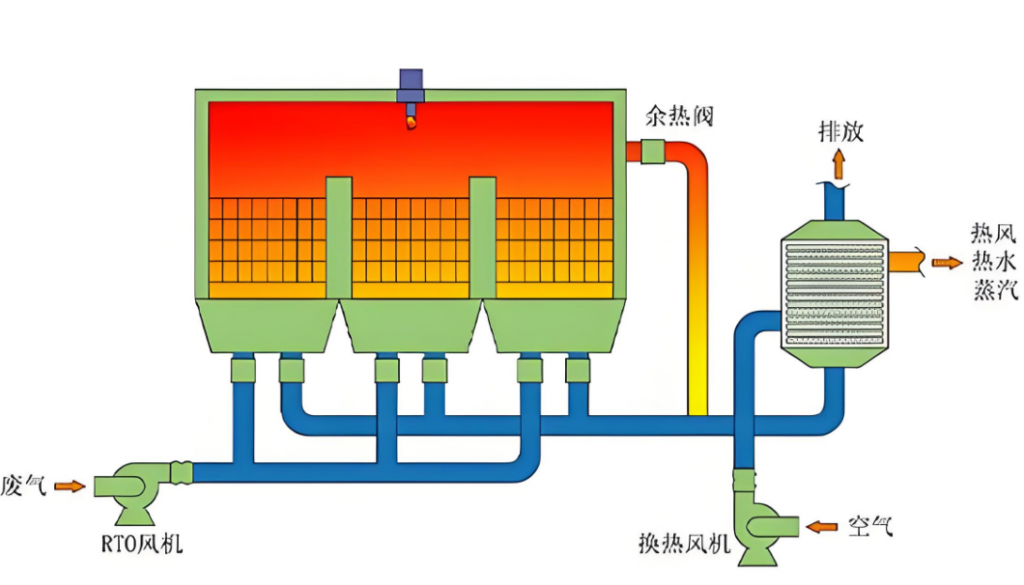
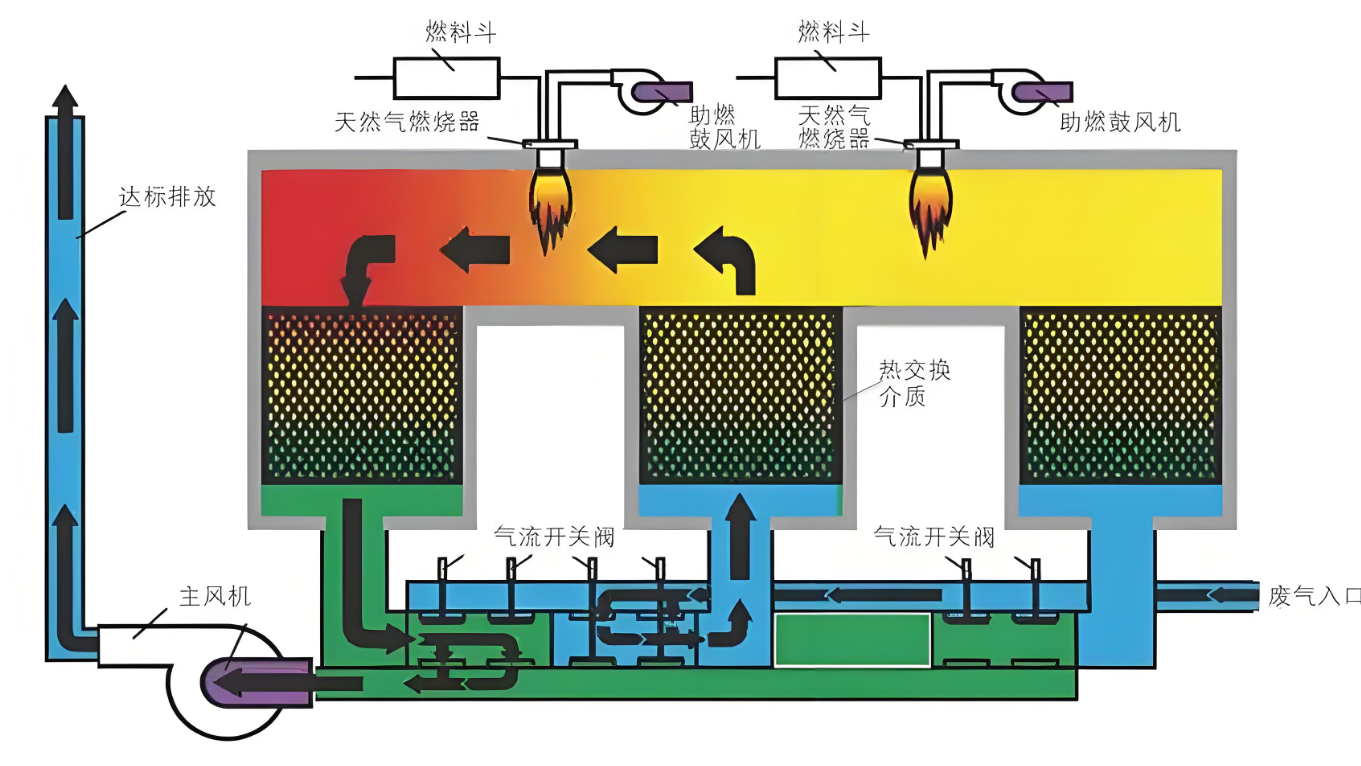
3. 催化燃烧(净化阶段)
- 作用:将吸附的VOCs彻底分解为CO₂和H₂O,实现无害化处理。
- 技术方案:
- 采用贵金属催化剂(Pt/Pd),起燃温度低(200~300℃),节能高效。
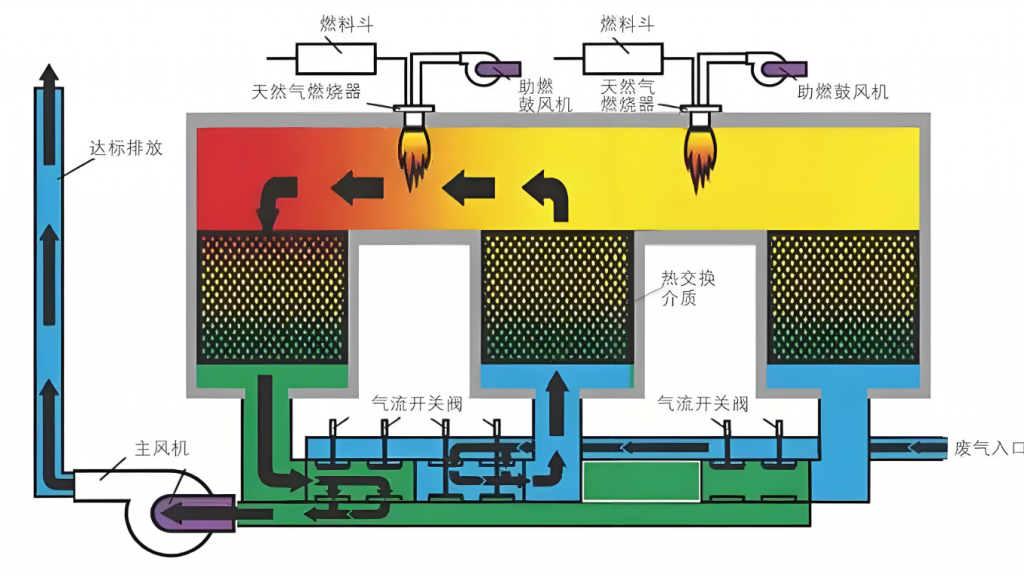
- 配备热回收系统,预热进气,降低燃气消耗(节能20%~30%)。
- 维护要点:
- 定期检测催化剂活性,避免硫、硅等物质中毒。
- 优化燃烧温度控制,防止高温烧结。
技术优势
✅ 高效净化:非甲烷总烃去除率≥90%,满足最严排放标准。
✅ 节能降耗:热回收技术降低运行成本,比传统RTO节能30%以上。
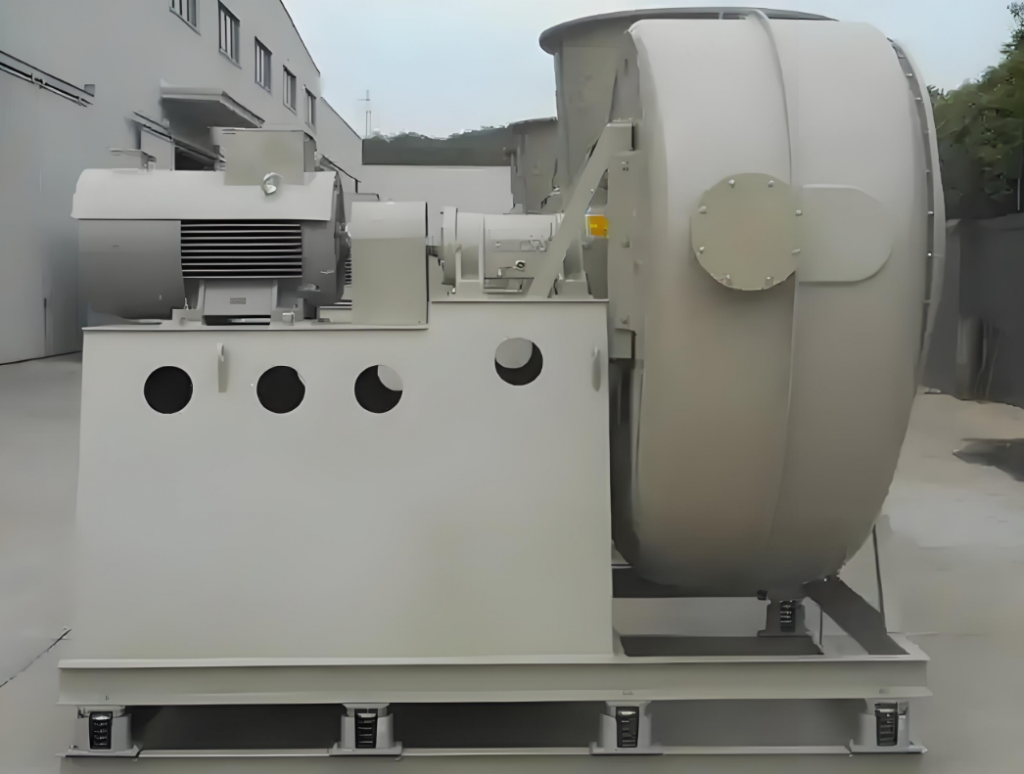
✅ 稳定可靠:模块化设计,适应不同风量需求,维护便捷。
✅ 智能控制:PLC自动调节运行参数,实时监控排放数据。
应用场景
- 汽车喷涂:解决喷漆房、烘干线VOCs排放问题。
- 家具涂装:适用于UV漆、水性漆等不同工艺。
- 工业设备喷涂:如机械、五金、电子等行业。
博峰环保服务承诺
✔ 定制化方案:根据企业实际工况设计最优治理工艺。
✔ 一站式服务:从设计、安装到运维,全程技术支持。
✔ 长期保障:提供设备保养、活性炭更换、催化剂再生等增值服务。
结语
喷涂行业VOCs治理是环保监管的重点,选择博峰环保“干式过滤+活性炭吸附+催化燃烧”组合工艺,不仅能确保达标排放,还能降低运行成本,助力企业绿色可持续发展。
立即咨询博峰环保,获取专属VOCs治理方案!