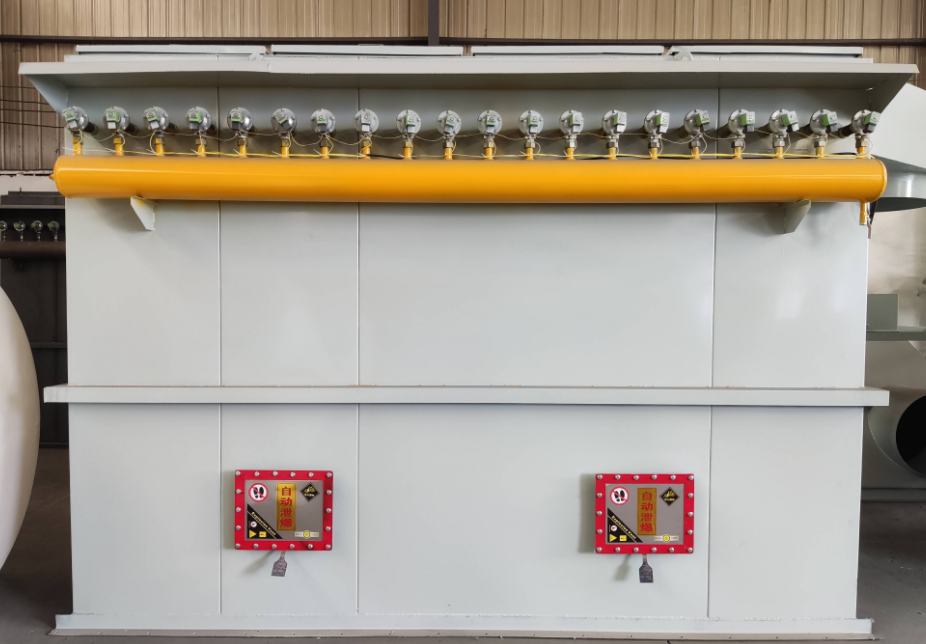
一、产品概述
高效脉冲布袋除尘器是专为水泥、冶金、化工、电力、建材等高粉尘工况研发的先进除尘设备。该设备采用智能脉冲喷吹清灰技术,结合高精度过滤材料,可高效捕集PM10、PM2.5等细微粉尘,确保排放浓度远低于国家环保标准(如《大气污染物综合排放标准》(GB 16297-1996)要求。
凭借模块化设计、低能耗运行、长寿命滤袋等优势,该除尘器已成为工业粉尘治理的核心设备,广泛应用于破碎、筛分、输送、包装等产尘环节,助力企业实现绿色低碳生产。
二、核心技术优势
1. 智能脉冲喷吹清灰系统
- 采用高压脉冲反吹技术,清灰强度可调(0.4~0.6MPa,参考《袋式除尘器技术要求》(GB/T 6719-2009)),确保滤袋表面粉尘彻底剥离,避免堵塞。
- PLC自动控制,根据压差变化智能调节喷吹频率,相比传统机械振打方式,压缩空气消耗量降低30%以上。
2. 高精度过滤材料,适应复杂工况
- 滤袋材质可选PPS(耐高温260℃)、PTFE(耐腐蚀)、防静电覆膜等,满足不同行业需求。
- 过滤效率≥99.5%(实测数据),可稳定处理入口粉尘浓度高达1000g/m³的工况。
3. 低阻节能设计,运行成本优化
- 优化风道结构,系统阻力≤1200Pa,相比传统除尘器节能15%~20%。
- 模块化箱体设计,支持在线检修,减少停机时间,提升生产效率。
4. 智能化运维管理
- 可选配远程监控系统,实时监测压差、温度、排放浓度等参数,异常情况自动报警。
- 大数据分析预测滤袋寿命,降低突发性更换成本。
三、行业应用案例
案例1:水泥厂煤磨除尘改造
- 问题:原有除尘器滤袋易板结,排放超标(实测40mg/m³)。
- 解决方案:更换为防静电覆膜滤袋,优化脉冲清灰时序,排放浓度降至<10mg/m³(符合GB 4915-2013标准)。
案例2:冶金厂高炉烟气治理
- 挑战:高温(200℃)、高湿、含硫腐蚀性气体。
- 对策:采用PTFE+玻纤复合滤袋,配套热风循环系统,设备稳定运行3年未更换滤袋。
案例3:化工厂粉体包装车间除尘
- 需求:防爆、低阻、高效收集超细粉尘。
- 方案:防爆脉冲布袋除尘器+火花探测系统,粉尘浓度控制在1mg/m³以内。
四、为什么选择我们的脉冲布袋除尘器?
✅ 高效稳定:智能清灰技术确保长期高效运行,减少维护频率。
✅ 定制化服务:根据行业特性(如防爆、耐腐、耐高温)提供个性化方案。
✅ 节能降耗:低阻设计+变频控制,综合运行成本降低20%以上。
✅ 合规可靠:排放数据符合GB 16297、GB 4915、HJ 2020等国家标准。
五、结语
高效脉冲布袋除尘器凭借智能控制、高过滤精度、节能环保等优势,已成为工业粉尘治理的首选设备。无论是水泥厂的煤粉收集,还是冶金行业的高温烟气处理,我们都能提供专业、可靠、经济的解决方案,助力企业实现环保达标与可持续发展。
立即咨询,获取定制化除尘方案!